
Q1. Quels sont les avantages et les inconvénients des connexions de soudure?
Avantages de la connexion soudée: structure simple, pas d’affaiblissement de la section des composants, traitement facile, nombreux types de méthodes de soudage, fonctionnement automatique, économie d’acier, haute efficacité, rigidité élevée, bonne intégrité et bonnes performances d’étanchéité.
Inconvénients de la connexion soudée: la structure métallographique de l’acier dans la zone affectée par la chaleur change et le matériau local devient fragile; il y a une contrainte résiduelle de soudage et une déformation résiduelle après le soudage, ce qui réduit la capacité portante de l’élément de compression; la structure soudée est très sensible aux fissures, et une fois que des fissures locales se produisent, il est facile de s’étendre à l’ensemble, et la fragilité à froid à basse température est plus importante.
Q2. Définition et influence des facteurs de soudabilité de l’acier?
La soudabilité de l’acier fait référence à la mesure dans laquelle le matériau peut être facilement soudé et répondre aux propriétés structurelles dans des conditions de conception et de fonctionnement appropriées. La soudabilité est souvent affectée par des facteurs tels que la composition chimique de l’acier, la méthode de laminage et l’épaisseur de la plaque.
Afin d’évaluer l’influence de la composition chimique sur la soudabilité, elle est généralement exprimée en équivalent carbone (Ceq). Plus il est grand, plus la soudabilité est mauvaise.
La valeur ceq (pourcentage) en équivalent carbone peut être calculée par la formule suivante :
![]()
Q3. Quelles sont les causes de la contrainte de soudage et de la déformation du soudage et comment les réduire?
Le processus de soudage de la structure en acier est un processus de chauffage et de refroidissement inégal. Pendant le soudage, la température de la soudure et son voisinage sont très élevés, tandis que la majeure partie du métal à distance n’est pas chauffée et que la dilatation et la contraction du métal principal sont inégales.
Après refroidissement, différents degrés de retrait et de contrainte interne (longitudinale et latérale) se produisent dans la soudure, entraînant diverses déformations de la structure soudée.
D’une manière générale, la contrainte de soudage et la déformation de soudage peuvent être réduites à partir de deux aspects de la conception et de la technologie de traitement.
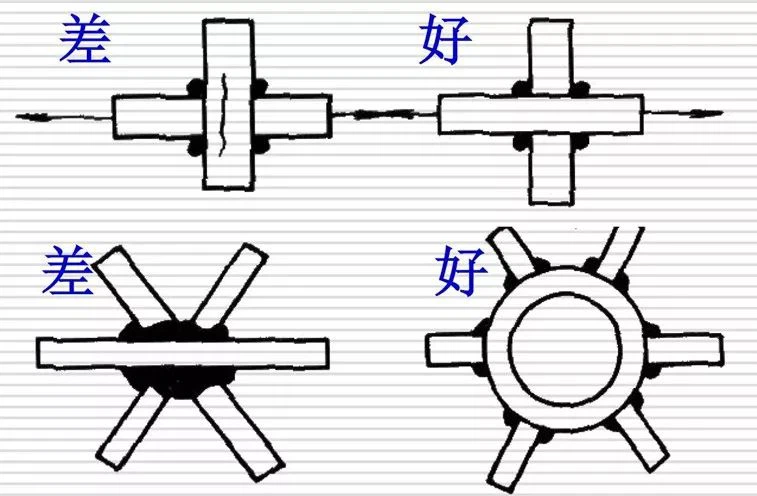
Mesures de conception: Organiser la position des soudures de manière raisonnable; choisir raisonnablement la taille des soudures; le nombre de soudures devrait être faible et le nombre de soudures ne devrait pas être trop concentré, et en même temps, les soudures tridimensionnelles échelonnées devraient être évitées; la contrainte de retrait dans le sens de l’épaisseur du métal de base doit être évitée autant que possible.
Mesures du procédé : organiser la séquence de soudage de manière raisonnable; adopter la déformation inverse; préchauffer avant le soudage et tempérer après le soudage.

Mesures du procédé : organiser la séquence de soudage de manière raisonnable; adopter la déformation inverse; préchauffer avant le soudage et tempérer après le soudage.

Q4. Méthodes de soudage courantes pour les structures en acier?
Les méthodes de soudage couramment utilisées pour les structures en acier comprennent le soudage manuel à l’arc, le soudage à l’arc immergé automatique (ou semi-automatique) et le soudage par blindage au gaz.
Soudage manuel à l’arc: Une fois l’alimentation allumée, un arc est généré pour faire fondre le fil de soudage dans l’électrode et s’égoutter dans la petite piscine fondue à rainure formée par l’arc sur la soudure.

Les scories et les gaz formés par le revêtement de l’électrode recouvrent la piscine fondue, empêchant l’air d’entrer en contact avec le métal liquide fondu et évitant la formation de composés fragiles et frangibles.
Soudage à l’arc immergé : Méthode de soudage à l’arc dans laquelle l’arc brûle sous la couche de flux.
Le fil de soudage n’est pas recouvert de revêtement, mais l’extrémité de soudage est recouverte par le flux granulaire qui descend automatiquement de la tête de fuite de flux, l’arc est complètement enfoui dans le flux, la chaleur de l’arc est concentrée et la profondeur de pénétration est grande. Productivité élevée avec une bonne qualité de soudage et une petite déformation des soudures.

Soudage blindé au gaz: Une méthode de soudage à l’arc qui utilise du dioxyde de carbone ou un autre gaz inerte comme milieu protecteur. S’appuyer sur le gaz de protection pour former une couche protectrice locale autour de l’arc afin d’empêcher l’intrusion de gaz nocifs et d’assurer la stabilité du processus de soudage.
La résistance à la soudure est supérieure à celle du soudage à l’arc manuel, et la plasticité et la résistance à la corrosion sont bonnes. Il convient au soudage dans toutes les positions et il existe des méthodes avant et arrière.

Q5. La position de soudage commune, la forme du joint, la forme de la rainure, le type de soudure et le code de la forme du nœud de la structure du tube sont les suivants:



Q6. Défauts de soudage courants et leurs causes et méthodes de traitement?
Les défauts de soudure sont divisés en six catégories : fissures, cavités, inclusions solides, fusion incomplète, pénétration incomplète et défauts de forme.

Fissures: Habituellement, il y a des fissures chaudes et des fissures froides. Les principales raisons de l’apparition de fissures chaudes sont une faible résistance à la fissuration du métal de base, une mauvaise qualité des matériaux de soudage, une mauvaise sélection des paramètres du processus de soudage et une contrainte interne de soudage excessive;
Les principales raisons de l’apparition de fissures froides sont la conception déraisonnable de la structure de soudage, la disposition incorrecte du cordon de soudage et les mesures déraisonnables du processus de soudage, telles que l’absence de préchauffage avant le soudage et le refroidissement rapide après le soudage.
La méthode de traitement consiste à percer des trous anti-fissuration aux deux extrémités de la fissure ou à retirer le métal soudé à la fissure pour le soudage de réparation.
Cavités: généralement divisées en deux types: les trous d’air et les trous de retrait de cratère. Les principales raisons de la génération de porosité sont de graves dommages au revêtement de l’électrode, l’électrode et le flux ne sont pas cuits, le métal de base a des taches d’huile ou de rouille et d’oxydes, le courant de soudage est trop petit, la longueur de l’arc est trop longue, la vitesse de soudage est trop rapide, etc. La méthode de traitement consiste à pelleter. Retirez le métal de soudure à la porosité, puis réparez la soudure.

Cavités: généralement divisées en deux types: les trous d’air et les trous de retrait de cratère. Les principales raisons de la génération de porosité sont de graves dommages au revêtement de l’électrode, l’électrode et le flux ne sont pas cuits, le métal de base a des taches d’huile ou de rouille et d’oxydes, le courant de soudage est trop petit, la longueur de l’arc est trop longue, la vitesse de soudage est trop rapide, etc. La méthode de traitement consiste à pelleter. Retirez le métal de soudure à la porosité, puis réparez la soudure.
Les principales raisons du retrait du cratère d’arc sont que le courant de soudage est trop important, que la vitesse de soudage est trop rapide, que l’arc s’éteint trop rapidement et que le métal d’apport n’est pas ajouté à plusieurs reprises au lieu d’extinction de l’arc. La méthode de traitement est le soudage de réparation au niveau du cratère d’arc.

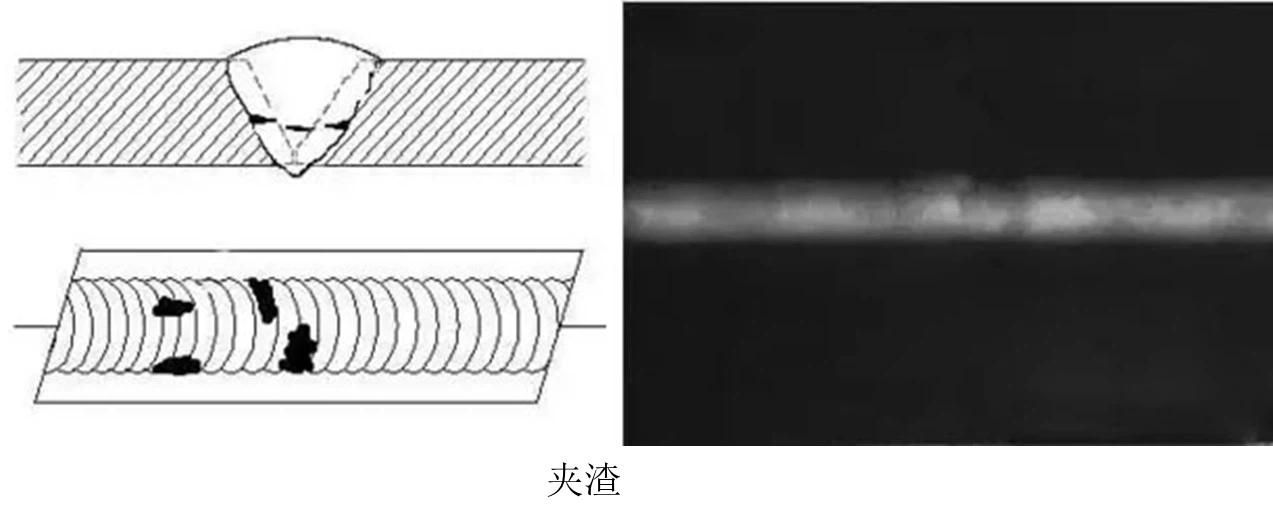
Inclusions solides: Il existe deux défauts d’inclusion de laitier et d’inclusion de tungstène. Les principales raisons de l’inclusion de scories sont la mauvaise qualité des matériaux de soudage, un courant de soudage trop faible, une vitesse de soudage trop rapide, une densité de laitier trop élevée, empêchant les scories de flotter et les scories ne sont pas nettoyées pendant le soudage multicouche. La méthode de traitement consiste à l’enlever. Le métal soudé au niveau des inclusions de laitier est ensuite réparé.
La principale raison de l’apparition de l’inclusion de tungstène est que l’électrode de tungstène est en contact avec le métal de la piscine fondue pendant le soudage à l’arc à l’argon. La méthode de traitement consiste à extraire le métal défectueux à l’inclusion du tungstène et à le resouder.

Manque de fusion et de pénétration: Les principales raisons sont que le courant de soudage est trop faible, la vitesse de soudage est trop rapide, l’écart d’angle de rainure est trop petit et la technologie de fonctionnement n’est pas bonne.
La méthode de traitement pour l’absence de fusion consiste à enlever le métal soudé à l’absence de fusion, puis à le réparer par soudage.
La méthode de traitement de la pénétration incomplète consiste à ne pas pénétrer le côté unique de la structure avec une bonne ouverture et à ce que le soudage puisse être directement réparé à l’arrière de la soudure.
Pour les soudures importantes qui ne peuvent pas être directement réparées par soudage, le métal de soudure incomplet doit être retiré et resoudé.

Défauts de forme: y compris le contre-dépouillement, le cordon de soudure, l’affaissement, le retrait des racines, le désalignement, la déviation d’angle, la soudure super-élevée, l’irrégularité de surface, etc.

Q7. Des mesures courantes pour prévenir la déchirure laminaire des feuilles?
Dans les joints en forme de T, en forme de croix et de filet, lorsque l’épaisseur de la plaque de bride n’est pas inférieure à 20 mm, afin d’éviter ou de réduire la forte contrainte de retrait de soudage dans le sens de l’épaisseur de la plaque de métal de base, la conception de structure de joint suivante doit être adoptée:
À condition que les exigences en matière de profondeur de pénétration et de compacité de la soudure soient respectées, un angle et un espace de rainure de soudage plus petits (a) doivent être adoptés;
Dans les joints de filet, une rainure symétrique ou une rainure (b) inclinée vers la plaque latérale est utilisée;
Utilisez le soudage symétrique biseauté double face au lieu du soudage asymétrique simple face (c);
Dans un joint en forme de T ou de filet, l’extrémité de la plaque soumise à la contrainte de traction de soudage dans le sens de l’épaisseur de la plaque dépasse de la zone de soudure du joint (d);
Dans les joints en forme de T et en forme de croix, des sections de transition en acier coulé ou en acier forgé sont utilisées pour remplacer les joints en forme de T et en forme de croix (e, f) par des joints bout à bout;

Modifier la direction de la force du joint de la plaque épaisse pour réduire la contrainte dans le sens de l’épaisseur;

Pour les joints soumis à une charge statique, à condition que les exigences de calcul de la résistance des joints soient respectées, les soudures de rainure de pénétration complète sont remplacées par les soudures de joint bout à bout et de filet à pénétration partielle.

Q8. Méthode d’inspection de la qualité des soudures?
Lorsque la soudure est inspectée après le soudage, l’inspection de l’apparence doit être effectuée en premier, et l’œil nu ou la loupe doit être utilisée pour observer s’il y a des défauts, tels que sous-dépouille, brûlure, pénétration incomplète, fissure, mauvais bord, lit, etc., et vérifier si la taille de la soudure est conforme à la norme Requise.
Les défauts à l’intérieur de la soudure sont généralement détectés par ultrasons. Le principe est d’utiliser l’énergie ultrasonique pour se propager à l’intérieur du métal, et le principe de réflexion et de réfraction se produira lors de la rencontre de l’interface des deux milieux pour inspecter les défauts internes de la soudure, et il peut être jugé en fonction de la forme d’onde. Il y a des défauts et des emplacements de défauts.
Comme il y a une surface réfléchissante entre la sonde et l’éprouvette, le couplant doit être appliqué sur la surface de la soudure lors de l’inspection par ultrasons, et les ondes ultrasonores ne peuvent pas déterminer le type et la taille du défaut.
Les essais non destructifs sont également parfois utilisés pour l’inspection radiographique. Il existe deux types d’inspection par rayons X et d’inspection par rayons γ. Le principe est que lorsque le rayon traverse la soudure inspectée, s’il y a un défaut, l’atténuation du rayon traversant le défaut est faible, de sorte que le film photosensible à l’arrière de la soudure est plus fort, et après le lavage du film, il sera affiché sur le défaut. Des taches noires ou des stries apparaissent.
Le temps d’irradiation aux rayons X est court, la vitesse est rapide, l’équipement est complexe, le coût est élevé et la capacité de pénétration est faible et l’épaisseur de la soudure à détecter est inférieure à 30 mm. L’équipement d’inspection par rayons γ est léger, facile à utiliser et possède une forte capacité de pénétration.
Q9. Quelle est la base pour juger des résultats lors de l’inspection par échantillonnage?
Lorsque le taux non qualifié du nombre de soudures lors de l’inspection par échantillonnage est inférieur à 2 %, le lot d’acceptation est qualifié;
Lorsque le taux non qualifié du nombre de soudures dans l’inspection par échantillonnage est supérieur à 5 %, le lot d’acceptation n’est pas qualifié;
Outre la situation décrite au cinquième alinéa du présent article, lorsque le taux non qualifié du nombre de soudures lors de l’inspection par échantillonnage est de 2 % à 5 %, l’inspection par échantillonnage doit être doublée et une ligne d’extension du cordon de soudage des deux côtés de la pièce d’origine non qualifiée doit être ajoutée. Lorsque le taux non qualifié dans la veine n’est pas supérieur à 3%, l’acceptation du lot est qualifiée; lorsqu’elle est supérieure à 3 %, l’acceptation du lot n’est pas qualifiée;
En cas d’échec de la réception du lot, toutes les soudures restantes du lot doivent être inspectées;
Si un défaut de fissure est constaté lors de l’inspection, une inspection par double point doit être effectuée. Si aucun défaut de fissure n’est constaté dans la soudure d’inspection par double point, l’acceptation du lot est acceptée; Si elles sont qualifiées, toutes les soudures restantes du lot doivent être inspectées.
Q10 Quelles situations doivent passer par la qualification de la procédure de soudage?
Outre les conditions exemptées de l’évaluation dans le code national de soudage des structures en acier, l’acier, les matériaux de soudage, les méthodes de soudage, les formes de joints, les positions de soudage, les systèmes de traitement thermique post-soudure, les paramètres du procédé de soudage, les mesures de préchauffage et de post-chauffage adoptées par l’unité de construction pour la première fois Selon les conditions de combinaison de ces paramètres, l’évaluation de la procédure de soudage doit être effectuée avant la fabrication et l’installation de l’acier composants structurels.



